发布日期:2018-10-30 14:54 来源:活性炭网 作者:活性炭网 浏览数:
拒绝 盐水 是 脱盐 过程 的副产品, 具有高含量的溶解盐和高 盐度 。 随着对水的需求不断增长, 海水淡化 厂 产生 的 盐水 量增加 ,从而对环境产生了重大不利影响。 因此,有必要
拒绝 盐水是脱盐过程的副产品,具有高含量的溶解盐和高盐度。随着对水的需求不断增长,海水淡化厂产生的盐水量增加,从而对环境产生了重大不利影响。因此,有必要以有效管理海水淡化拒绝盐水,以确保更有效地处理和再利用。废弃盐水管理中最可持续的改进是基于盐水最小化,这可以通过回收来实现 有价值的材料,如盐,金属和化学品。
最小化产生的盐水量的主要挑战是盐水化学。作为浓度的盐水的盐的增加,存在的风险增加脱盐由于盐的所有可用的表面上的沉淀过程失败。最近开发的盐水脱盐技术,包含具有集成盐沉淀单元的RO系统,克服了这一限制。该技术为困难的咸水和工业废水提供了解决方案,并成功克服了各种挑战:例如,微溶盐的结垢,以及有机 污垢作为生物污损。集成的盐沉淀装置仅去除可能损害脱盐过程的盐,从而通过RO技术尽可能地减少废弃 盐水量。新技术最大限度地减少所产生的量的盐水从微咸水和工业废水 的脱盐厂,回收可再利用进一步的盐的一部分。
 盐水脱盐工作原理
盐水脱盐工作原理
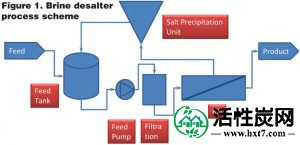
脱盐装置的操作原理是经过RO系统以高交叉流速再循环处理过的水,并从再循环盐水中连续沉淀过饱和盐。此显著降低盐的浓度积聚附近的RO 膜壁和在膜上难溶性盐的沉淀。该盐水流经盐沉淀单元下游,在那里它降低了饱和度难溶性盐的,从而通过RO系统,使连续循环,直到达到最大盐水渗透压。
使用该技术可以通过减少化学品消耗和待排放的污泥量来显着节省运营成本。可以在系统中实现的废弃 盐水最小化导致在大多数应用中显着节省投资成本。虽然开发系统的能耗高于传统RO系统的能耗,但这种成本被化学品使用的节省所抵消。
 案例研究:苦咸水 淡化厂盐水最小化
案例研究:苦咸水 淡化厂盐水最小化
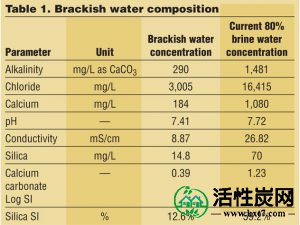
该系统在以色列的咸淡水 海水淡化厂进行了测试。对于苦咸水淡化厂,该装置的典型回收率为80%。(微咸水和80%盐水的组成示于表1中。)如图所示,该水型的主要挑战是相对于碳酸钙和二氧化硅的超饱和。另一个挑战是在微咸水中存在铝,锰和铁,这阻止了当前工厂中回收率增加到80%以上。
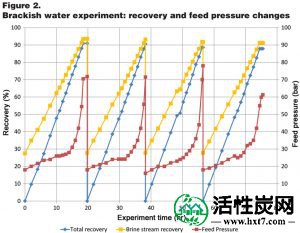
第一系列实验用微咸水进行,没有阻垢剂。实验重复四次; 即进行了四个完整的循环。在每个循环中,实现的最大可能回收率由渗透压决定。获得的结果显示在图2和3中。在盐水流中达到93%的总回收率,其对应于超过60 巴(880psi)的进料压力(图2)。
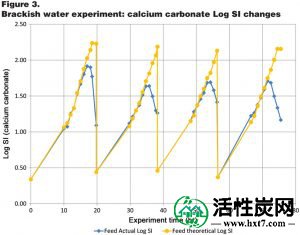
碳酸钙过饱和度的变化如图3所示。如图所示,实际碳酸钙饱和指数(Log SI)在每个循环结束时降至接近1.0 ,而理论Log SI值应该上升到值实际Log SI值的减少表明该过程中碳酸钙的去除。
第二系列实验用来自脱盐设备的80%盐水进行。实验重复8次; 即进行了8个完整的循环。与微咸水实验相反,这些实验用已经添加到脱盐工厂进料流中的阻垢剂进行。在实验期间没有添加额外的防垢剂。获得的结果示于图4和5的总回收率为60%至70%被中达到盐水流,其对应于一个总回收率的92%到94%。循环结束时的进料压力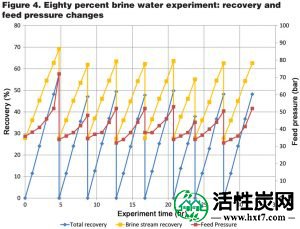 增加到50 bar(735 psi)以上的值(图4)。
增加到50 bar(735 psi)以上的值(图4)。
碳酸钙过饱和的变化如图5所示。如图所示,实际碳酸钙Log SI与理论Log SI值相比降低,但不是很大。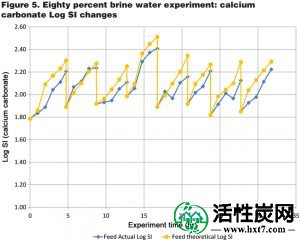 这种行为的原因可能是盐水溶液中存在的阻垢剂的影响。应进一步检查和减少这种影响。可能的解决方案包括通过再循环部分反应器流出物,选择具有增加的吸附特性的适当阻垢剂或通过添加阻垢剂吸附促进剂(例如苛性钠)来增加流化床反应器中的盐水停留时间。
这种行为的原因可能是盐水溶液中存在的阻垢剂的影响。应进一步检查和减少这种影响。可能的解决方案包括通过再循环部分反应器流出物,选择具有增加的吸附特性的适当阻垢剂或通过添加阻垢剂吸附促进剂(例如苛性钠)来增加流化床反应器中的盐水停留时间。
摘要
所述的设计方法盐水脱盐是用于最小化的量的理想解决方案拒绝 盐水从微咸水和工业废水 处理工厂。该技术的显着优点是去除微溶盐,其程度不仅允许将回收率提高到渗透压的极限,而且还防止盐水管和注入井中的下游结垢问题。一系列优势使该技术能够成功应对不同的挑战,例如微溶盐垢,有机 污垢和生物污损潜力。结果表明,盐水脱盐技术可以成功处理现有的碳酸钙过饱和的BWRO工厂的盐水流,并将碳酸钙饱和度降低到不影响系统性能的水平。
(责任编辑:活性炭网)
Copyright © 2018 WWW.HXT7.COM 活性炭网 版权所有 桂ICP备15006904号-5
服务热线:13612777675 | 客服QQ:461763946 | 在线客服QQ: